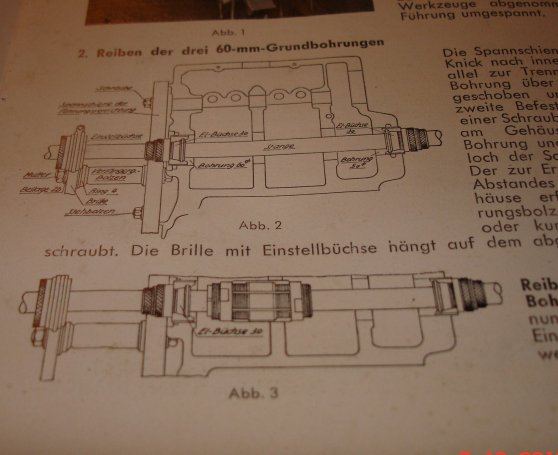
Så er jeg så småt ved at være klar med et værktøj der kan flugtbore type 1 motorblokke..
Se mere på min hjemmeside..
Mvh Spring




Så er jeg så småt ved at være klar med et værktøj der kan flugtbore type 1 motorblokke..
Se mere på min hjemmeside..
Mvh Spring
Har været på dit site og kikke, det ligner arbejde i top klasse ;)
Henrik
Hej Spring.
Jeg har set din hj.side. Syntes ikke det er den rigtige måde du
måler brugte lejeboringerne på. Da jeg var på SMC lærte vi (fra fabrikken) at
man skulle tage et krydsmål (det ene var et+ mål det andet et- mål og
så udregne et gennemsnit som man så sammenlignede med slidgrensen der
jo er ganske få 100/dele.Ellers et flot værktøj. Hvordan sikre du dig at
pakdåsehullet og det ved remskiven er 100?
Hej Spring
kører det udboringsværktøj "Bare" rundt i de ringe ved pakdåse hullerne, her tænker jeg på tolerencen jern mod jern?, bliver det lige nok ?
ellers fint grej du laver
Hej Spring.
"Et100 Runde" det jeg mener er,de er ikke bearbejdede og det er jo de huller du retter boredornen op efter og de skal jo også være parrelelle med knast boringen. På SMC brugte vi Hunger Værktøj der blev rettet op efter lejeboring 1 2 3.
Det med krydsmål er når du måler gl. huller.
sjov nok havde lige tænkt på det samme for en måned siden gik bare lidt i stå for jeg kunne ikke blive enig med mig selv om jeg skulle havde lejer eller en glide bøsning i enden er lidt bange for viberationer hvad har du brugt kan ikke rigtig se det ud fra billede
Hilsen Per Madsen
Det kan jo aldrig blive mere lige en husets ende boringer .men ellers et fint værktøj
Prøv lige at forklare mig, at hvis man bruger værktøjet, og alle søler er i overstørrelses mål efterfølgende, også knastens leje panner passer (er ikke blevet boret). Hvad er så lige problemet
Jeg har et Hungerværktøj som jeg tror er det Genau omtaler.
Her bruger man ikke,som Holm2010 skriver endeboringerne til at styre boredornen.
Der er jo rigtig som Genau skriver,ende hullerne er ikke bearbejdet.
Der er vel en grund til Hunger vælger en anden Løsning,og VW bruger den i sit
org, værktøjsprogram eller ??
Vh. Fvee.
fvee kan du ikke lige smide et billede af det værktøj på eller sende til mig på mail kunne godt tænke mig at se sådan et
Prøver, men det er konseveret og pakket ned.
Har mugligvis et foto fra brugsanv.
Nu er det jo Springs indlæg så jeg sender dig en mail.
Vh. FVee.
Fvee, det kunne jeg også godt tænke mig at se.
Problematikken omkring flugtboring med styring af borestangen i de ubearbejdede/ofte skæve yderste pasninger er velkendt...Det er selvfølgelig under ingen omstændigheder en optimal metode til udførelse af denne proces.
Læs evt. her hvad salige Gene Berg (ikke fordi man skal følge ham 100%,-men alligevel ;) )skrev om emnet :
http://www.geneberg.com/cat.php?cPath=22_506
og
http://www.geneberg.com/cat.php?name=Case%20Reconditioning&cPath=505
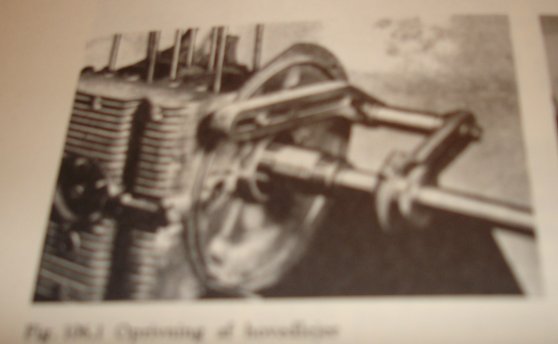
Der findes masser af eks.på blokke,lavet på samme måde/med samme type værktøj som det Jacob nu har fremstillet,-noget kører,andet gør ikke.Mange firmaer har også igennem årene solgt værktøjssæt til flugtboring "på den nemme måde"- (der er mange brugte til salg...).Et velrenomeret firma som BAS (D)har lavet "tonsvis" af flugtboringer, bruger metoden som ses på billedet,-altså ingen styr i de ydre ubearbejdede pasninger...Anyway,-Spring må jo gøre sig sine egne praktiske erfaringer med grejet :)
Svar til Henrik Harder.
Det der er problemet er hvis ikke hovedlejeboringerne er 100%
vinkelret på Cyl.flancen og knast boringerne.
Hello.
Om Hunger metoden eller Barre metoden er den bedste kan jeg ikke svare på. Jeg kan derimod berette, at jeg har set mange forskellige "fabrikater" af flugtboring. Og Det er kun ganske få jeg tør overlade dette stykke arbejde. Førhen gjorde John Brewster (tidl. Autocavan Ipswitch) det for mig. Det var ligesom at samle en ny blok når han havde gjort det. Så blev han desværre træt af VW og så måtte jeg på det åbne marked igen. Valget faldt da på BAS. De har gjort det for mig i ca. 7 år nu. Jeg kan ikke sige det har været 100%, for der har været et par stykker, som måtte kasseres eller ombores. Men generelt har det været OK.
Problemerne med olietryk etc. har jeg ikke oplevet hverken fra Brewster´s tid eller fra BAS. Derimod har jeg oplevet det fra et par danske operatører på markedet. Den ene har osse "lavet det 1000 gange". Det dur bare ikke. Eller, det er hvertfald ikke den kvalitet jeg synes man bør forlange.
Mht in line problematikken vil jeg sige, at ja det er ikke altid krumtappen ligger 100% lige i blokken. Jeg ser af og til at linien er forskudt 0,10-0,15mm til den ene side. Det gælder BÅDE FABRIKSBLOKKE OG FLUGTBOREDE BLOKKE. Når det indtræffer er det man skal være særdeles opmærksom på, at drev mv. ikke bider. I værste fald må man ud og finde originale understørrelser.
Mht. langtidsholdbarheden på en flugtboret blok. Så tror jeg heller ikke den klarer feks 250.000 km mere selv som std. Men jeg har da set nogen som har klaret 80-90.000, hvor motorerne har ydet i omegnen af 100 hk. Så helt ringe er det nu ikke, - igen, sålænge det er gjort korrekt.
T
You must log in to post.